Coal Age Magazine - For more than 100 years, Coal Age has been the magazine that readers can trust for guidance and insight on this important industry.
Issue link: https://coal.epubxp.com/i/1009142
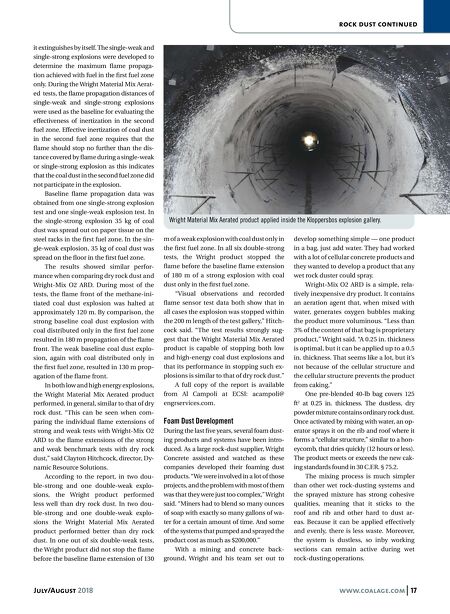
July/August 2018 www.coalage.com 17 rock dust continued it extinguishes by itself. The single-weak and single-strong explosions were developed to determine the maximum flame propaga- tion achieved with fuel in the first fuel zone only. During the Wright Material Mix Aerat- ed tests, the flame propagation distances of single-weak and single-strong explosions were used as the baseline for evaluating the effectiveness of inertization in the second fuel zone. Effective inertization of coal dust in the second fuel zone requires that the flame should stop no further than the dis- tance covered by flame during a single-weak or single-strong explosion as this indicates that the coal dust in the second fuel zone did not participate in the explosion. Baseline flame propagation data was obtained from one single-strong explosion test and one single-weak explosion test. In the single-strong explosion 35 kg of coal dust was spread out on paper tissue on the steel racks in the first fuel zone. In the sin- gle-weak explosion, 35 kg of coal dust was spread on the floor in the first fuel zone. The results showed similar perfor- mance when comparing dry rock dust and Wright-Mix O2 ARD. During most of the tests, the flame front of the methane-ini- tiated coal dust explosion was halted at approximately 120 m. By comparison, the strong baseline coal dust explosion with coal distributed only in the first fuel zone resulted in 180 m propagation of the flame front. The weak baseline coal dust explo- sion, again with coal distributed only in the first fuel zone, resulted in 130 m prop- agation of the flame front. In both low and high energy explosions, the Wright Material Mix Aerated product performed, in general, similar to that of dry rock dust. "This can be seen when com- paring the individual flame extensions of strong and weak tests with Wright-Mix O2 ARD to the flame extensions of the strong and weak benchmark tests with dry rock dust," said Clayton Hitchcock, director, Dy- namic Resource Solutions. According to the report, in two dou- ble-strong and one double-weak explo- sions, the Wright product performed less well than dry rock dust. In two dou- ble-strong and one double-weak explo- sions the Wright Material Mix Aerated product performed better than dry rock dust. In one out of six double-weak tests, the Wright product did not stop the flame before the baseline flame extension of 130 m of a weak explosion with coal dust only in the first fuel zone. In all six double-strong tests, the Wright product stopped the flame before the baseline flame extension of 180 m of a strong explosion with coal dust only in the first fuel zone. "Visual observations and recorded flame sensor test data both show that in all cases the explosion was stopped within the 200 m length of the test gallery," Hitch- cock said. "The test results strongly sug- gest that the Wright Material Mix Aerated product is capable of stopping both low and high-energy coal dust explosions and that its performance in stopping such ex- plosions is similar to that of dry rock dust." A full copy of the report is available from Al Campoli at ECSI: acampoli@ engrservices.com. Foam Dust Development During the last five years, several foam dust- ing products and systems have been intro- duced. As a large rock-dust supplier, Wright Concrete assisted and watched as these companies developed their foaming dust products. "We were involved in a lot of those projects, and the problem with most of them was that they were just too complex," Wright said. "Miners had to blend so many ounces of soap with exactly so many gallons of wa- ter for a certain amount of time. And some of the systems that pumped and sprayed the product cost as much as $200,000." With a mining and concrete back- ground, Wright and his team set out to develop something simple — one product in a bag, just add water. They had worked with a lot of cellular concrete products and they wanted to develop a product that any wet rock duster could spray. Wright-Mix O2 ARD is a simple, rela- tively inexpensive dry product. It contains an aeration agent that, when mixed with water, generates oxygen bubbles making the product more voluminous. "Less than 3% of the content of that bag is proprietary product," Wright said. "A 0.25 in. thickness is optimal, but it can be applied up to a 0.5 in. thickness. That seems like a lot, but it's not because of the cellular structure and the cellular structure prevents the product from caking." One pre-blended 40-lb bag covers 125 ft 2 at 0.25 in. thickness. The dustless, dry powder mixture contains ordinary rock dust. Once activated by mixing with water, an op- erator sprays it on the rib and roof where it forms a "cellular structure," similar to a hon- eycomb, that dries quickly (12 hours or less). The product meets or exceeds the new cak- ing standards found in 30 C.F.R. § 75.2. The mixing process is much simpler than other wet rock-dusting systems and the sprayed mixture has strong cohesive qualities, meaning that it sticks to the roof and rib and other hard to dust ar- eas. Because it can be applied effectively and evenly, there is less waste. Moreover, the system is dustless, so inby working sections can remain active during wet rock-dusting operations. Wright Material Mix Aerated product applied inside the Kloppersbos explosion gallery.