Coal Age Magazine - For more than 100 years, Coal Age has been the magazine that readers can trust for guidance and insight on this important industry.
Issue link: https://coal.epubxp.com/i/1066352
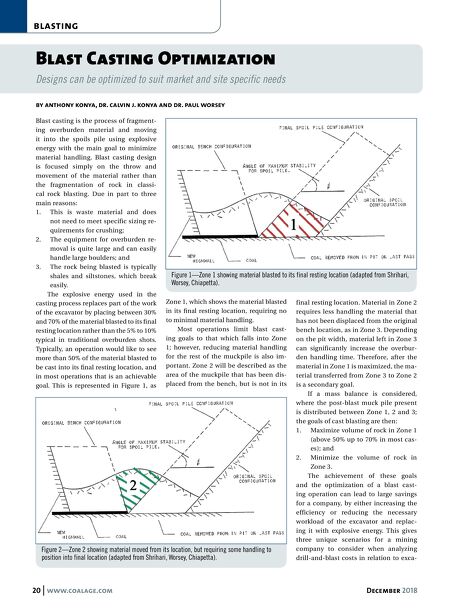
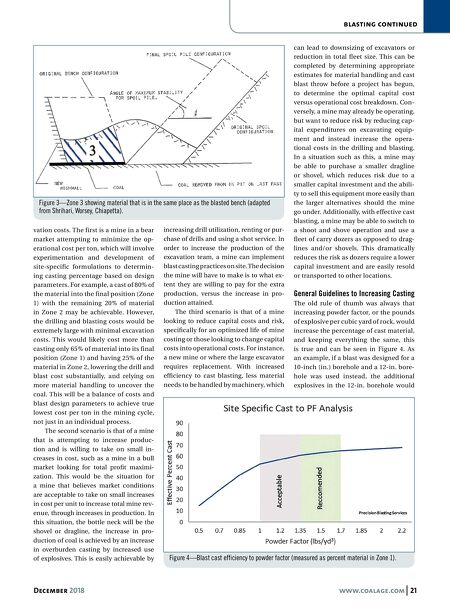
December 2018 www.coalage.com 21 blasting continued vation costs. The first is a mine in a bear market attempting to minimize the op- erational cost per ton, which will involve experimentation and development of site-specific formulations to determin- ing casting percentage based on design parameters. For example, a cast of 80% of the material into the final position (Zone 1) with the remaining 20% of material in Zone 2 may be achievable. However, the drilling and blasting costs would be extremely large with minimal excavation costs. This would likely cost more than casting only 65% of material into its final position (Zone 1) and having 25% of the material in Zone 2, lowering the drill and blast cost substantially, and relying on more material handling to uncover the coal. This will be a balance of costs and blast design parameters to achieve true lowest cost per ton in the mining cycle, not just in an individual process. The second scenario is that of a mine that is attempting to increase produc- tion and is willing to take on small in- creases in cost, such as a mine in a bull market looking for total profit maximi- zation. This would be the situation for a mine that believes market conditions are acceptable to take on small increases in cost per unit to increase total mine rev- enue, through increases in production. In this situation, the bottle neck will be the shovel or dragline, the increase in pro- duction of coal is achieved by an increase in overburden casting by increased use of explosives. This is easily achievable by increasing drill utilization, renting or pur- chase of drills and using a shot service. In order to increase the production of the excavation team, a mine can implement blast casting practices on site. The decision the mine will have to make is to what ex- tent they are willing to pay for the extra production, versus the increase in pro- duction attained. The third scenario is that of a mine looking to reduce capital costs and risk, specifically for an optimized life of mine costing or those looking to change capital costs into operational costs. For instance, a new mine or where the large excavator requires replacement. With increased efficiency to cast blasting, less material needs to be handled by machinery, which can lead to downsizing of excavators or reduction in total fleet size. This can be completed by determining appropriate estimates for material handling and cast blast throw before a project has begun, to determine the optimal capital cost versus operational cost breakdown. Con- versely, a mine may already be operating, but want to reduce risk by reducing cap- ital expenditures on excavating equip- ment and instead increase the opera- tional costs in the drilling and blasting. In a situation such as this, a mine may be able to purchase a smaller dragline or shovel, which reduces risk due to a smaller capital investment and the abili- ty to sell this equipment more easily than the larger alternatives should the mine go under. Additionally, with effective cast blasting, a mine may be able to switch to a shoot and shove operation and use a fleet of carry dozers as opposed to drag- lines and/or shovels. This dramatically reduces the risk as dozers require a lower capital investment and are easily resold or transported to other locations. General Guidelines to Increasing Casting The old rule of thumb was always that increasing powder factor, or the pounds of explosive per cubic yard of rock, would increase the percentage of cast material, and keeping everything the same, this is true and can be seen in Figure 4. As an example, if a blast was designed for a 10-inch (in.) borehole and a 12-in. bore- hole was used instead, the additional explosives in the 12-in. borehole would Figure 3—Zone 3 showing material that is in the same place as the blasted bench (adapted from Shrihari, Worsey, Chiapetta). Figure 4—Blast cast efficiency to powder factor (measured as percent material in Zone 1).