Coal Age Magazine - For more than 100 years, Coal Age has been the magazine that readers can trust for guidance and insight on this important industry.
Issue link: https://coal.epubxp.com/i/1066352
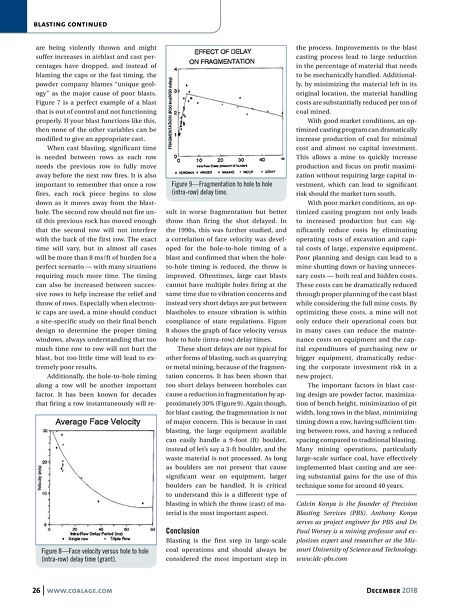
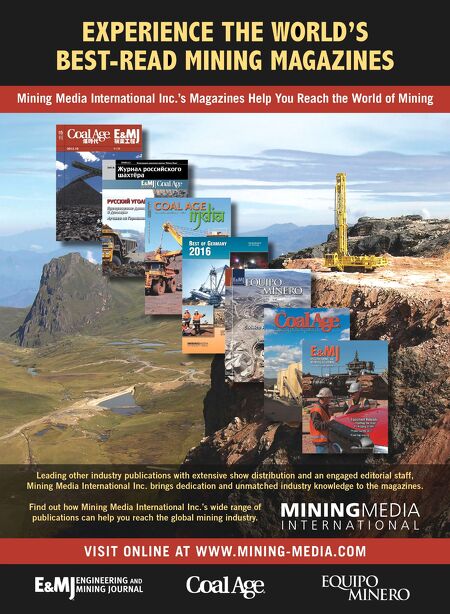
26 www.coalage.com December 2018 blasting continued are being violently thrown and might suffer increases in airblast and cast per- centages have dropped, and instead of blaming the caps or the fast timing, the powder company blames "unique geol- ogy" as the major cause of poor blasts. Figure 7 is a perfect example of a blast that is out of control and not functioning properly. If your blast functions like this, then none of the other variables can be modified to give an appropriate cast. When cast blasting, significant time is needed between rows as each row needs the previous row to fully move away before the next row fires. It is also important to remember that once a row fires, each rock piece begins to slow down as it moves away from the blast- hole. The second row should not fire un- til this previous rock has moved enough that the second row will not interfere with the back of the first row. The exact time will vary, but in almost all cases will be more than 8 ms/ft of burden for a perfect scenario — with many situations requiring much more time. The timing can also be increased between succes- sive rows to help increase the relief and throw of rows. Especially when electron- ic caps are used, a mine should conduct a site-specific study on their final bench design to determine the proper timing windows, always understanding that too much time row to row will not hurt the blast, but too little time will lead to ex- tremely poor results. Additionally, the hole-to-hole timing along a row will be another important factor. It has been known for decades that firing a row instantaneously will re- sult in worse fragmentation but better throw than firing the shot delayed. In the 1990s, this was further studied, and a correlation of face velocity was devel- oped for the hole-to-hole timing of a blast and confirmed that when the hole- to-hole timing is reduced, the throw is improved. Oftentimes, large cast blasts cannot have multiple holes firing at the same time due to vibration concerns and instead very short delays are put between blastholes to ensure vibration is within compliance of state regulations. Figure 8 shows the graph of face velocity versus hole to hole (intra-row) delay times. These short delays are not typical for other forms of blasting, such as quarrying or metal mining, because of the fragmen- tation concerns. It has been shown that too short delays between boreholes can cause a reduction in fragmentation by ap- proximately 30% (Figure 9). Again though, for blast casting, the fragmentation is not of major concern. This is because in cast blasting, the large equipment available can easily handle a 9-foot (ft) boulder, instead of let's say a 3-ft boulder, and the waste material is not processed. As long as boulders are not present that cause significant wear on equipment, larger boulders can be handled. It is critical to understand this is a different type of blasting in which the throw (cast) of ma- terial is the most important aspect. Conclusion Blasting is the first step in large-scale coal operations and should always be considered the most important step in the process. Improvements to the blast casting process lead to large reduction in the percentage of material that needs to be mechanically handled. Additional- ly, by minimizing the material left in its original location, the material handling costs are substantially reduced per ton of coal mined. With good market conditions, an op- timized casting program can dramatically increase production of coal for minimal cost and almost no capital investment. This allows a mine to quickly increase production and focus on profit maximi- zation without requiring large capital in- vestment, which can lead to significant risk should the market turn south. With poor market conditions, an op- timized casting program not only leads to increased production but can sig- nificantly reduce costs by eliminating operating costs of excavation and capi- tal costs of large, expensive equipment. Poor planning and design can lead to a mine shutting down or having unneces- sary costs — both real and hidden costs. These costs can be dramatically reduced through proper planning of the cast blast while considering the full mine costs. By optimizing these costs, a mine will not only reduce their operational costs but in many cases can reduce the mainte- nance costs on equipment and the cap- ital expenditures of purchasing new or bigger equipment, dramatically reduc- ing the corporate investment risk in a new project. The important factors in blast cast- ing design are powder factor, maximiza- tion of bench height, minimization of pit width, long rows in the blast, minimizing timing down a row, having sufficient tim- ing between rows, and having a reduced spacing compared to traditional blasting. Many mining operations, particularly large-scale surface coal, have effectively implemented blast casting and are see- ing substantial gains for the use of this technique some for around 40 years. Calvin Konya is the founder of Precision Blasting Services (PBS). Anthony Konya serves as project engineer for PBS and Dr. Paul Worsey is a mining professor and ex- plosives expert and researcher at the Mis- souri University of Science and Technology. www.idc-pbs.com Figure 8—Face velocity versus hole to hole (intra-row) delay time (grant). Figure 9—Fragmentation to hole to hole (intra-row) delay time.